


















OPTIMISED TIMBER DETAIL FABRICATION FOR COMPLEX WOOD JOINERY SYSTEMS
Abstract
Despite the recent attention directed towards timber as a building material, there are several problems facing the full integration of timber for non-orthogonal and structurally unique applications. This paper represents an attempt to utilize robotic fabrication techniques and scripting methods to create a system of timber joinery allowing double-curvatures to be created from linear elements and joined together with 6-axis robot arms. Ideally, a robot will be capable of creating a series of joinery conditions that facilitates the construction of a doubly curved surface without the necessity of foreign bonding agents. In this case, the linear timber elements will be the “dumb” object with no sophistication. This goal will be tested utilizing a vaulted shape composed of a gridded pattern.
Introduction
This study is being conducted due to the increasing relevance of returning materials to the material economy and increasing their lifespan. Wood is of particular interest as a sustainable and widely used material. By designing a connection method for linear timber elements, the increased likelihood of recycled materials for unconventional building elements can be increased. In addition, by making the linear wood element the “dumb” element, increasingly bespoke timber designs may be created to be disassembled in the future, preserving the majority of the linear elements cross-sections.
Background
Recent advances in robotic fabrication, as well as a recent turn towards timber as a potentially sustainable material, resulted in a number of precedents looking into robotically fabricated timber. Our precedents consider timber within the context of advanced digital workflows and shortening the loop between digital and material counterparts.
Our precedents included “Design and assembly automation of the Robotic Reversible Timber Beam”, as well as “Joinery Solver for Whole Timber Structures” which expanded our goals to incorporate narrowing the process between conceptualization and robotic fabrication, as well as the idea of a fabricated kit of discrete parts, which for our purposes would be the custom made connection joints.
Our own goals intend to extend from these precedents, in an attempt to join linear “dumb” elements with a smart connection system created through fabrication from 6-axis robotic arms.
Methods
Vault Analysis
By creating a baseline form for our system to construct, we were able to have a method of rating the success of each iteration. Our chosen baseline was a vaulted catenary shape, composed using the Karamba plugin for Grasshopper, which subdivided the vault into 12 separate square bays divided by 8 linear members. The reason for this shape is due to the surface condition of a double-curvature, in which linear members add up to create a surface that curves in two different directions. This was important because it created a variety of joinery conditions, each varied in both the number of linear elements to be joined, as well as the angles of each connection. This variety allowed us to rate each joint iteration and determine successes and failures.
A second reason for the decision to use a catenary shape in analyzing our joinery elements is that the lines of the structure were easily determined utilizing the Karamba grasshopper plugin. Having a structurally sound baseline allowed us to understand failures as a joinery problem, with a joint failure being limited not to the form being constructed but the grain direction and joinery conditions being made.
After agreeing on a baseline form to construct with our structural system, we began a series of taxonomies investigating and categorizing the baselines joints, organizing them by both the number of connection members as well as the angles of the connections (fig.1.)
In calculating the number of angles and entry points each node has, we began by analyzing the options between dimensional and spherical nodes vs. members such that we could decide on the best option for parametric integration. Listing the number of joints, as well as dividing and classifying them by both member quantity and angle style led to a series of joint typologies to be determined. These joint typologies included 2, 3, and 4 element nodes, as well as a matrix of 6 angle classifications listed from A-F (Fig.2.) It is from an analysis of these angles and joinery conditions that possible solutions can be conceived.
Joinery Analysis
After determining the form which we were intending to create, discovering the structural lines which would compose our linear members, and categorizing the joinery conditions at hand, we then turned our attention to the connections.
By researching Japanese joinery, our initial ambition was to create a script from which a robot could construct bespoke joint conditions depending on loading needs. In order to maintain structural alignment and precision throughout the structure, joints must be created by a 6-axis Kuka robot, utilizing the robot studio plugin for Grasshopper, and receiving information from the structurally optimized node script already determined with the Karamba plugin. Special attention had to be paid to joinery conditions since testing proved that the force vectors must lie parallel to the direction of the grain, such that the connection pieces are not broken through the structure's self-weight. After a series of tests with harvested timber logs, a consensus was reached that the tongue and groove, Dado, and Lap joints should be further considered with analog tests.
Analog Study Models
Prior to the development of a robot script to create each bespoke node, a series of analog study models were developed to iterate on the range of motion and practicality of the conceived node solutions. The first attempts included Japanese joinery methods (K.Seike) which were collected and categorized into a taxonomy of possible solutions, from this taxonomy 3 individual joinery solutions were selected and tested utilizing locally sourced logs (Fig.4).
In our first attempt to create these joints with analog tools, a single lap joint was created. This proved to have a limited range of motion as well as a limited means of procurement, as the system relied heavily on linear timber elements of specific cross-sections. After accepting the failures in terms of grain orientation and range of motion, a second attempt in utilizing more sophisticated Japanese joinery methods involved the use of lap joints interlocking to tongue-and-groove linear elements, such that the joinery system could rotate at a maximum of 4 joints, with increased rotational ability in each individual joint connection. The second attempt was sourced from recycled 2x4” lumbar, and hand fabricated (Fig.5.)
In our analysis of the second analog joint, it was determined that the devised system was limited in its ability to create severely narrow or large angles. From this, a third attempt was needed that could support severely narrow or large angles, and lend itself well to robotic fabrication.
As a response to the range of motion failures in the joint above, we decided to capitalize on the robot's 6-axis capabilities, creating a series of 4 joints that were modeled using SubD methods in Rhinocerous and milled on either side from a square piece of stock material. The stock material was composed of laminated wood, allowing variable or interlocking grain patterns, while the joint offered an extremely fluid range of motion. This final response strayed from earlier joinery systems, utilizing a circular mortise and tenon system at each connection. It was determined that this mortise and tenon system, although weak for tensile strength, would be a decent starting point for the catenary curve system which only uses compression.
Robot Attempts and Fabrication Process
Our process for converting the desired double-curvature surface is as follows:
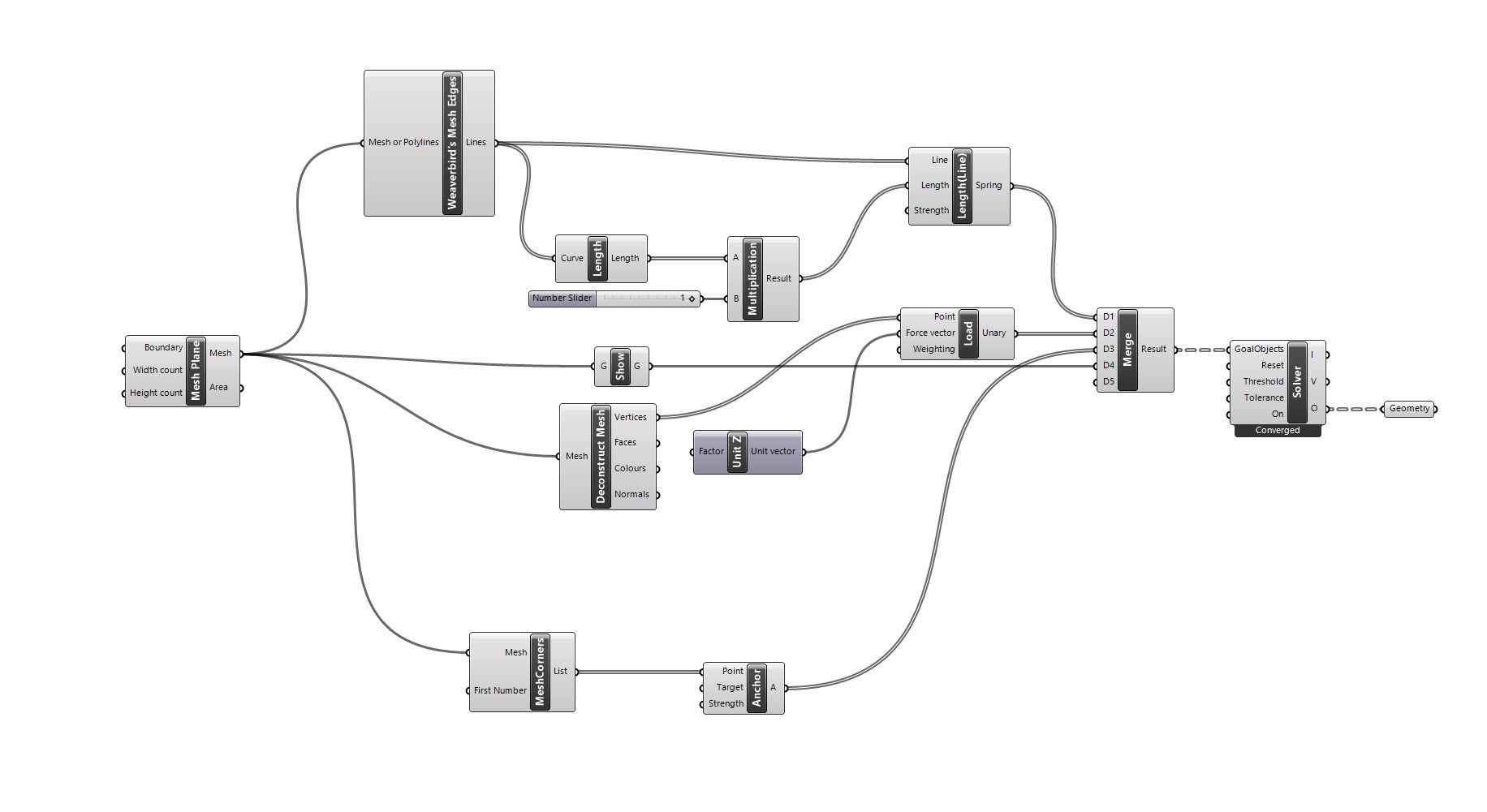
A shell form was created from a catenary curve, allowing structurally efficient lines to be drawn utilizing the Karamba 3d plugin for Rhinocerous. These curves were converted to a series of linear elements with point nodes. These nodes were then categorized by both angle type and the number of linear elements which come together.
A series of points, with corresponding force vectors, are converted to SubD geometry by hand. This is a process that can be improved with grasshopper scripting, and can also be further adjusted to take into account material type and wood grain. From this stage, a joint is created for each node, which runs parallel to each force vector while allowing the whole joint to fit within a 6” wood cube of cross-glued hardwood. Digitally modeled joints are .5” larger than the actual end result, accounting for end effector bit sizes bein 1” in diameter.
A series of wood blanks are made, these blanks are composed of 6” cubes, glued from half-inch walnut and glued with tight bond original wood glue. These blocks are clamped and allowed to dry for 24 hours.
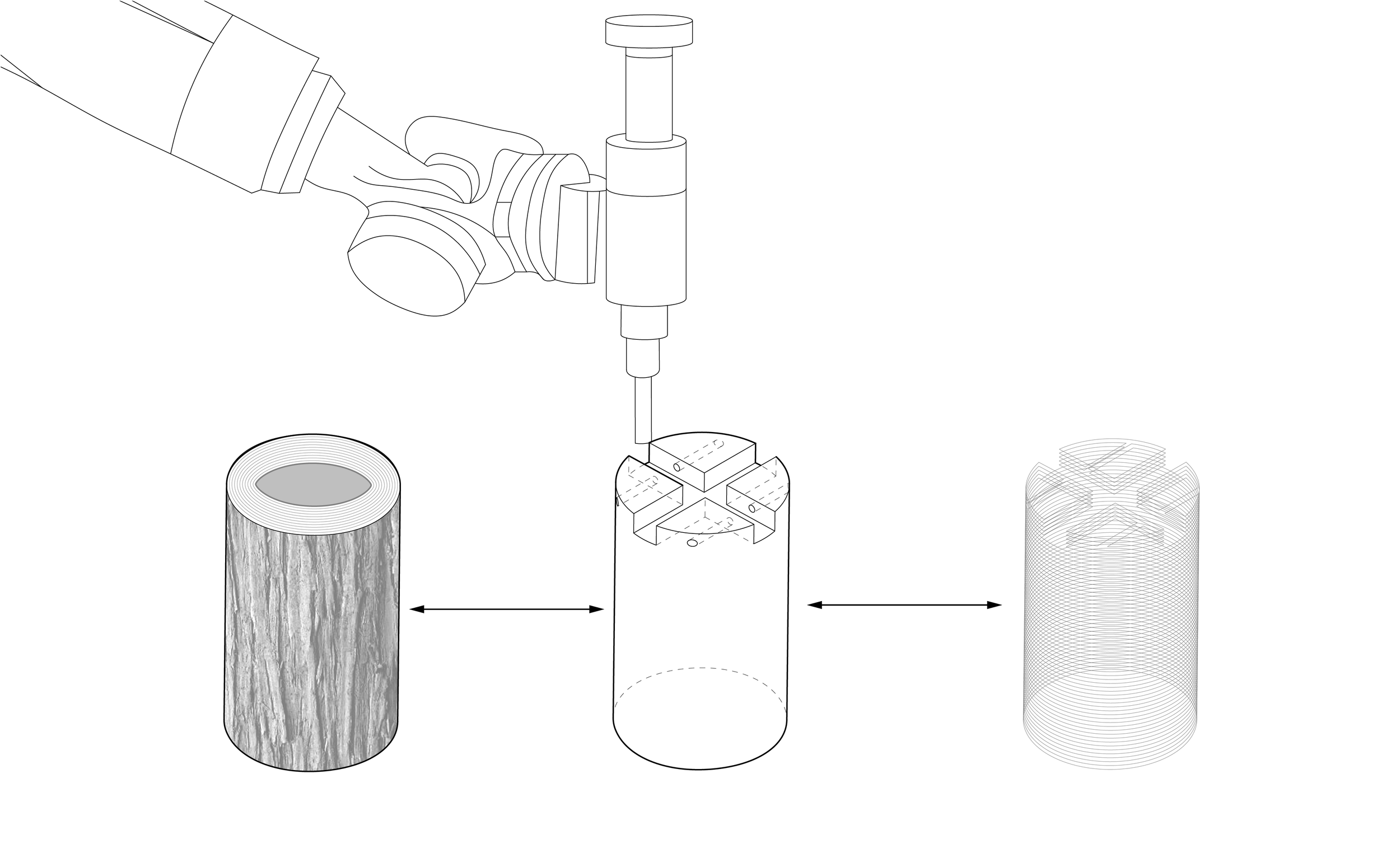
Within the Rhinocerious interface, a scaled negative geometry is subtracted from the digital 6” block twin, which is inserted into the robot studio script. This script divides each block into 4 equal 3” cubes, which are then divided between two main sides for a total of eight sections. These four cubes correspond to the maximum of four intersection vectors and allow for variable gluing capabilities and wood grain orientations. The eight scripted tool paths are due to the robot's need to flip from one side of the joint to the other and account for the lack of flip milling in our process. From this series of scripts, nine total code documents are created: an end effector information script, as well as 8 total contour lines, coded for each section of milling.
After the eight coded documents are written, each in the ABBA robot language, Rapid, we then secure the glued blanks to a base, depicted below. The base consists of T-shaped, glued 2x4” dimensional lumbar above bolted steel double-plates, these plates are welded to a 5” diameter steel tube, and secured to a flat base plate of steel.
The robot utilized for each iteration was the ABB manufactured IRB 4600 6-axis robotic arm, equipped with a milling end-effector and 1” diameter mill bit. This robot setup removes the requirement for flip-milling.
As a series of carved joint pieces are milled as a set of discrete parts, these parts are created simultaneously with linear members, composed of around 2” diameter timber dowels, each hand-drilled with a .5” diameter hole, 2” deep on either side. Each linear member can vary in length, but for our purposes, each was an equal length. A total of 12 linear members were created of standard pine wood.
The kit of parts was taken to the site of assembly and assembled by hand without the use of joining materials.
Conclusion
In conclusion, our final assembly revealed multiple problems which can be corrected in future iterations. The primary problem is the variable diameters of the male ends of each timber connection, as the small dowels were not successfully milled due to scripting errors. This resulted in some connections having a loose connection than others. Further problems were encountered from the time it takes to match the digital robot setup to the real world, to ensure a precise creation of the desired geometry. Securing the wood blanks proved to be the largest hurdle of the procedure, resulting in failures during every attempt. Further improvements can be made in creating a joint shape that is easier to secure, while also taking into account more complicated connections than a mortise and tenon, such that tension can be applied.
Bibliography
Adel, Arash, Andreas Thoma, Matthias Helmreich, Fabio Gramazio, and Matthias Kohler. "Design of robotically fabricated timber frame structures." (2018).
Adriaenssens, Sigrid, Fabio Gramazio, Matthias Kohler, Achim Menges, and Mark Pauly, eds. Advances in architectural geometry 2016. vdf Hochschulverlag AG, 2016.
Aljaz Kramberger, Anja Kunic, Iñigo Iturrate, Christoffer Sloth, Roberto Naboni, and Christian Schlette. 2022. Robotic Assembly of Timber Structures in a Human-Robot Collaboration Setup. Frontiers in Robotics and AI 8 (January). doi:10.3389/frobt.2021.768038.
Andersson, Jan-Erik, and Gert Johansson. "Robot control for wood carving operations." Mechatronics 11, no. 4 (2001): 475-490.
Chini, Abdol R., Brisbane H. Brown, and Eric G. Drummond. "Causes of the construction skilled labor shortage and proposed solutions." In ASC Proceedings of the 35th Annual Conference, pp. 187-196. 1999.
Gakuhito HIRASAWA, Hiroki TAKABAYASHI, Keita KADO, Ryo MOTOIKE, 元池 遼, 加戸 啓太, 平沢 岳人, and 髙林 弘樹. 2016. “Study on Tool Path Generation for Wood Processing Using Articulated Robot.” 日本建築学会技術報告集 22 (51): 813. doi:10.3130/aijt.22.813.
Geno, Julien, Justin Goosse, Serena Van Nimwegen, and Pierre Latteur. “Parametric Design and Robotic Fabrication of Whole Timber Reciprocal Structures.” Automation in Construction 138 (2022): 104198. https://doi.org/10.1016/j.autcon.2022.104198.
González Böhme, Luis Felipe, Francisco Quitral Zapata, and Sandro Maino Ansaldo. "Roboticus tignarius: robotic reproduction of traditional timber joints for the reconstruction of the architectural heritage of Valparaíso." Construction Robotics 1, no. 1 (2017): 61-68.
Hesterman, Mikayla, and Kevin Sweet. "Robotic Connections: Customisable Joints for Timber Construction." (2018).
Johns, Ryan Luke, and Nicholas Foley. 2014. Bandsawn Bands : Feature-Based Design and Fabrication of Nested Freeform Surfaces in Wood. Cham: Springer International Publishing. doi:10.1007/978-3-319-04663-1_2.
Khalifa, Mostafa RA. "Parametric Design Optimization and Robotic Fabrication of Joints for irregular Grid-based Structure." Architecture and Planning Journal (APJ) 23, no. 3 (2017): 2.
Kiyosi Seike, Yuriko Yobuko, and Rebecca M. Davis. “The Art of Japanese Joinery.” Monumenta Nipponica 33, no. 4 (1978): 495. https://doi.org/10.2307/2384362.
Koerner-Al-Rawi, Julia, Kyoung Eun Park, Tyson Keen Phillips, Michael Pickoff, and Nichole Tortorici. "Robotic timber assembly." Construction Robotics 4, no. 3 (2020): 175-185.
Kunic, Anja, et al. "Design and assembly automation of the Robotic Reversible Timber Beam." Automation in Construction 123 (2021): 103531.
Naboni, Roberto, Anja Kunic, Aljaz Kramberger, and Christian Schlette. "Design, simulation and robotic assembly of reversible timber structures." Construction Robotics 5, no. 1 (2021): 13-22.
Self, Martin. "Hooke Park: applications for timber in its natural form." In Advancing Wood Architecture, pp. 141-155. Routledge, 2016.
Takabayashi, Hiroki, Keita Kado, and Gakuhito Hirasawa. 2019. Versatile Robotic Wood Processing Based on Analysis of Parts Processing of Japanese Traditional Wooden Buildings. Cham: Springer International Publishing. doi:10.1007/978-3-319-92294-2_17.
Torghabehi, Omid Oliyan, Peter von Buelow, Steven Mankouche, and Kasey Vliet. "Limb: Inventory-constrained design method for application of natural tree crotches as heavy timber joinery."
Vestartas, Petras, and Yves Weinand. “Joinery Solver for Whole Timber Structures.” No. CONF. 2020.
.
YEAR Spring, 2022
PHASE Research
TEAM
John Conrad, Anthony Guzman Bernardino, Jiajun Shi, Zhen Fu,
For Robotic Routines with Professor Sasa Zivkovik